Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
Shrinkage cavities are common internal defects in aluminum alloy die-cast parts. A small amount of shrinkage cavities are generally allowed in die-cast parts. However, when they appear in important parts of the product, such as on the finishing surface, near the high-pressure oil passage and on the sealing surface, it will affect its performance. In severe cases, it will directly lead to the scrapping of castings. According to statistics, the defective rate of the LD68 hole on the A side of the left crankcase of a certain 125 motorcycle model caused by casting shrinkage cavities was 0.12% in 2016, far exceeding the company's target value for the defective rate of single defects in castings. Moreover, this hole is located near the lubricating oil passage, which can easily cause a series of problems such as poor pressure inspection and oil leakage, so it must be strictly controlled. The die-cast part is made from aluminum alloy ADC11, and its main components are shown in Table 1. The components of the aluminum liquid and castings were tested with a spectrometer, and it was found that the contents of alloy elements were within the standard range. In addition, the slag content of the aluminum liquid was checked, and it was found that it was also within the qualified range. Therefore, the two influencing factors of excessive aluminum liquid composition and abnormal slag content can be eliminated.
This topic starts from the mechanism of shrinkage cavities and shrinkage porosity in aluminum alloy die castings, and combines the actual casting production conditions, such as process parameters, mold temperatures, injection mechanisms and ancillary equipment and the manifestations of shrinkage cavities in die castings to find out the causes of shrinkage in castings. The corresponding countermeasures were formulated to successfully reduce the shrinkage cavity rate of castings.
Table 1 The chemical composition of aluminum alloy ADC11 (%)
This topic starts from the mechanism of shrinkage cavities and shrinkage porosity in aluminum alloy die castings, and combines the actual casting production conditions, such as process parameters, mold temperatures, injection mechanisms and ancillary equipment and the manifestations of shrinkage cavities in die castings to find out the causes of shrinkage in castings. The corresponding countermeasures were formulated to successfully reduce the shrinkage cavity rate of castings.
Table 1 The chemical composition of aluminum alloy ADC11 (%)
| WB | |||||||||
| Element | Si | Fe | Cu | Mn | Mg | Zn | Ni | Sn | Al |
| Standard values | 7.5 to 12.0 | Less than and equal to 1.3 | 1.5 to 4.0 |
Less than and equal to 0.5 | Less than and equal to 0.3 | Less than and equal to 1.0 | Less than and equal to 0.5 | Less than and equal to 0.3 | The rest |
| Actual values | 10.75 |
0.78 |
1.61 | 0.18 |
0.14 |
0.47 |
0.06 |
0.03 |
The rest |
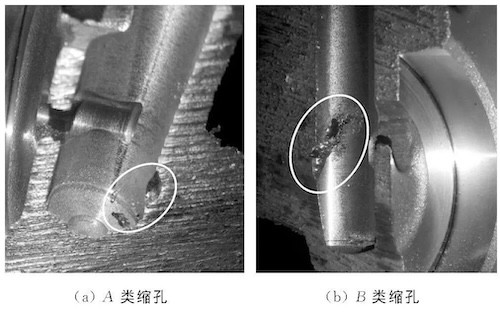
Figure 1 Characteristics of shrinkage holes in LD68 crankcase die-cast parts
For type A shrinkage cavities, the feeding characteristics of liquid aluminum during solidification are mainly analyzed, starting from two aspects: process parameters and mold design. Process parameters are that pressure is 67MPa, thickness 25mm and pouring volume 3.65kg, which all are within the range of process requirements and remain stable. The possibility of shrinkage cavities in castings caused by inappropriate process parameters is eliminated. Then, the gate size of the mold with Class A shrinkage cavities was measured. The average thickness was 2.85mm, which was consistent with the design value. A thermal imager was used to measure the temperature of the LD68 hole pin of the mold and the nearby mold opening temperature. It was found that the average temperature in this area was about 300°C, and the maximum temperature of the pin head corresponding to the bottom of the shrinkage cavity reached 320°C. The average mold temperature after spraying the release agent is 230℃. The analysis found that the LD68 hole pin is long and the head diameter is small, so cooling water pipes cannot be arranged. Moreover, the shape of the casting is complex and it is easy to form hot spots, resulting in a high mold temperature and the final solidification area of the aluminum liquid. Therefore, type A shrinkage cavities are determined to be caused by excessive partial mold temperature, and how to reduce the mold pin temperature should be mainly considered.
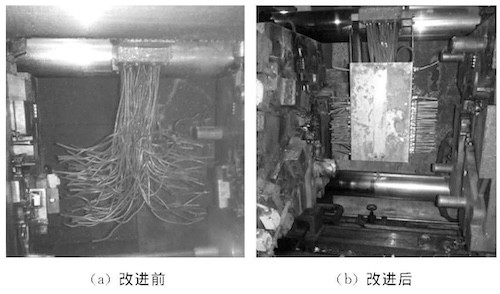
Figure 2 Effects before and after the improvement on the release agent spraying device
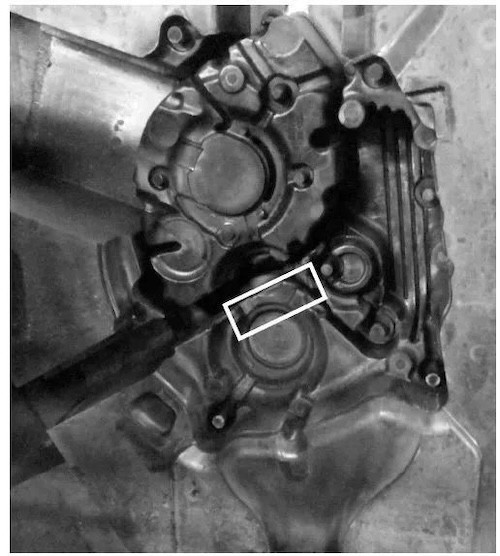
Figure 3 The setting cavity of the mold
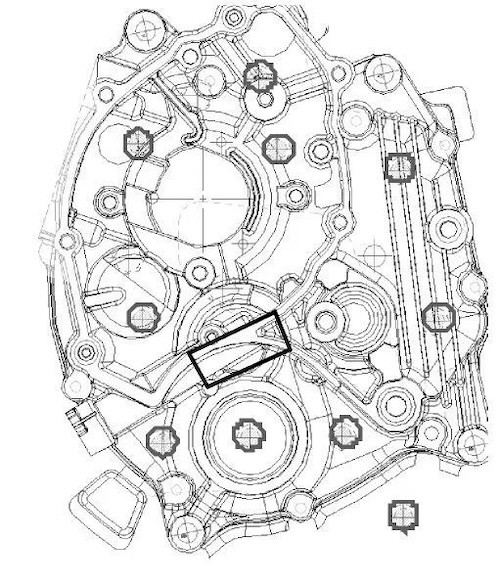
Figure 4 The layout of the fixed mold core cooling water
Compared with type A shrinkage cavities, the situation of type B shrinkage cavities is relatively complicated. Type B shrinkage cavities have impurities similar to punch oil sintered matter around the hole, and the shapes are the same. It is initially believed that it is due to the incomplete combustion products formed by the punch oil droplets being wrapped in the aluminum liquid. This kind of sintered material often has a large surface area, causing large regional defects, and has a great hardness, which can easily damage the tool during processing. After investigation, it was found that the punch oil used for lubrication during casting was added to the barrel by dripping. Because the punch oil has a high viscosity and poor fluidity, it can only form a lubricating oil film in a small area. The poured aluminum liquid ignites most of the punch oil to form incomplete combustion products, which are filled into the mold cavity with the aluminum liquid. The location of type B shrinkage cavities is uncertain due to the random position of punch oil combustion products in the aluminum liquid. Therefore, for type B shrinkage cavities, the main consideration is to control the punch oil from being wrapped by the aluminum liquid.
Starting from the formation mechanism of shrinkage cavities in aluminum alloy die castings, it was found that the main factors leading to shrinkage cavities in LD68 are excessive partial mold temperatures, insufficient feeding of aluminum liquid, and encapsulation of burnt oil in punch oil. For the two types of shrinkage cavities, corresponding improvement measures were formulated, namely forming a reasonable mold temperature gradient, reducing the amount of punch oil and changing its supply method, and achieving good improvement results.

Related News
- Impact of Heat Treatment on Mechanical Properties and Thermal Conductivity of ZL102 Alloy
- Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
- Enhancing the Mechanical Properties of ADC12 Aluminum Alloy via T6 Heat Treatment
- Die-Casting Process Design of Valve Bodies for Automobile Oil Cylinder Parts
- Temperature Field Simulation & Optimization of Automotive Housing Die Castings
- Research Status of High-Impact Aluminum Alloys Domestically and Internationally
- Die-cast Aluminum Castings for High-speed Rail Rocker Arm Shells
- Aluminum Alloys for Automobile Body Panels
- Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
- Advantages of Aluminum Alloys in Lightweight Automobiles
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com