Defect Analyses and Improvement Strategies of Aluminum Alloy Die Castings (Part One)
Abstract: Cast aluminum alloy is one of the important parts of traditional metal materials. The rapid development of modern industrial manufacturing has put forward higher requirements for the quality and accuracy of aluminum alloy die casting parts. However, defects such as cracks and gas holes are easy to occur due to many factors, which cannot fully meet the development need for all walks of life. The quality defects of aluminum alloy die casting parts are analyzed and targeted improvement strategies are proposed.
Aluminum alloy die casting parts have many advantages such as good quality, light weights and high precision, but they are susceptible to quality problems because of many factors in the production process. It is necessary to explore the real causes of quality problems and propose improvement strategies to improve the production quality of its parts, reducing enterprise costs while ensuring that aluminum alloy die casting parts meet the production need.
1. The specific concept of aluminum alloy die casting
Aluminum is a metal element, which is widely distributed in the earth's crust and has a great storage capacity. It is an energy-saving and environmentally-friendly resource. Aluminum alloy is an important part of metal materials. It has many advantages such as low density, low costs, good thermal conductivity and high specific strength. It has been formed and can be processed into diversified profiles. Aluminum alloy has attracted great attention from all walks of life due to its light weights and high melting points. From the perspective of light weight, it is suitable for aviation, aerospace and other manufacturing need. Nowadays, aluminum alloy has become an important material for industrial manufacturing in industries such as automobiles, aviation, and aerospace. In-depth analyses of aluminum alloy have certain practical significance to promote the long-term development of industrial manufacturing.
2. Quality defect analyses and improvement strategies of aluminum alloy die casting parts
 2.1 Defects of gas holes
2.1 Defects of gas holes
Aluminum alloy die casting parts have many advantages such as good quality, light weights and high precision, but they are susceptible to quality problems because of many factors in the production process. It is necessary to explore the real causes of quality problems and propose improvement strategies to improve the production quality of its parts, reducing enterprise costs while ensuring that aluminum alloy die casting parts meet the production need.
1. The specific concept of aluminum alloy die casting
Aluminum is a metal element, which is widely distributed in the earth's crust and has a great storage capacity. It is an energy-saving and environmentally-friendly resource. Aluminum alloy is an important part of metal materials. It has many advantages such as low density, low costs, good thermal conductivity and high specific strength. It has been formed and can be processed into diversified profiles. Aluminum alloy has attracted great attention from all walks of life due to its light weights and high melting points. From the perspective of light weight, it is suitable for aviation, aerospace and other manufacturing need. Nowadays, aluminum alloy has become an important material for industrial manufacturing in industries such as automobiles, aviation, and aerospace. In-depth analyses of aluminum alloy have certain practical significance to promote the long-term development of industrial manufacturing.
2. Quality defect analyses and improvement strategies of aluminum alloy die casting parts
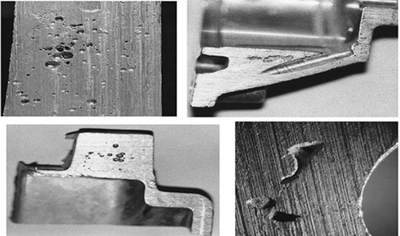
2.1 Defects of gas holesThe gas holes of aluminum alloy die casting parts are mainly caused by gas entrainment or the gas evolution of aluminum liquid in the die casting process of the parts, resulting in holes with different sizes on the surface or inside of parts. These holes are mainly circular; the existence of holes not only make aluminum alloy parts look not beautiful, but also directly affect hardness of parts.
2.1.1 Gas holes of die-cast aluminum alloy cylinder blocks
There are many gas holes in the die-cast aluminum alloy cylinder block, including mounting holes and bolt holes. These gas holes will directly have a negative impact on the engine, which is not conducive to ensuring its performance and quality. It is necessary to do a good job in quality control of the die casting process.
2.1.2 The specific causes of gas holes
When the aluminum alloy cylinder is die-casted, aluminum alloy is transformed into a liquid or semi liquid under the action of high temperature, and it was filled into the mold cavity. However, because the filling speed is too fast, some of the gas is difficult to be removed. After the aluminum alloy is solidified, gas holes with different sizes are formed by the gas that is not exhausted. When the thickness of the die casting varies greatly, the liquid state of the aluminum alloy lacks stability in the flow process, which will cause gas holes around the aluminum alloy cylinder block die casting. The diameter of the hole is usually less than 1mm. In addition, the gas holes generated around the bolt are relatively small and usually do not occur at the threaded position, so it will not directly affect the torque of the bolt.
2.1.3 Measures to improve gas holes
In the process of aluminum alloy die casting parts, if the exhaust channel design of the mold is unreasonable or the exhaust hole is not smooth, it will cause a large amount of gas to be unable to be discharged. In addition, the design of the aluminum alloy casting system must be scientific and reasonable to ensure that the cross-sectional area of the parts in the die casting process is getting smaller and smaller. At the same time, the refining agent can be appropriately selected in the die casting process of aluminum alloy die casting parts to ensure that the bubbles are uniform when the reaction occurs so that the bubbles can be discharged by physical adsorption. Moreover, in the process of aluminum alloy die casting parts, the speed can be adjusted appropriately, and the spraying amount of the release agent can be confirmed.
 2.2 Shrinkage cavities
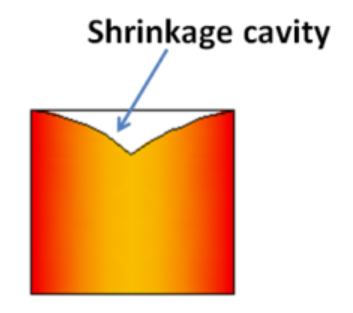
2.2 Shrinkage cavitiesThe shrinkage cavities of aluminum alloy die casting parts mean that the thick section of the part have holes with different sizes and shapes, and the inner wall of the holes is not smooth. The shrinkage cavities on the die casting part will make the internal structure of the parts sparse, which will directly affects the strength and functionality of the parts. The main reason for shrinkage is that shrinkage will occur after the aluminum alloy liquid fills the mold cavity. If the aluminum liquid is not replenished in time, shrinkage will occur. Shrinkage holes usually appear in parts with different thicknesses based on the actual situation.
2.2.1 Specific causes of shrinkage holes
Aluminum alloy die casting parts are obtained by filling the liquid in the mold cavity under the action of high temperature, and then it is solidified and formed by compaction. However, in the solidification process of the part, the aluminum alloy liquid will first solidify at the mold contact surface and then the inner part will be gradually solidified because of the relatively low temperature of the mold surface. The volume of aluminum alloy parts will shrink in the solidification process due to the influence of temperature; at this time the outer surface of the parts has been solidified and has good hardness. In the gradual solidification process of the internal aluminum alloy liquid, shrinkage cavities will be formed at the final solidification position.

Related News
- Impact of Heat Treatment on Mechanical Properties and Thermal Conductivity of ZL102 Alloy
- Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
- Enhancing the Mechanical Properties of ADC12 Aluminum Alloy via T6 Heat Treatment
- Die-Casting Process Design of Valve Bodies for Automobile Oil Cylinder Parts
- Temperature Field Simulation & Optimization of Automotive Housing Die Castings
- Research Status of High-Impact Aluminum Alloys Domestically and Internationally
- Die-cast Aluminum Castings for High-speed Rail Rocker Arm Shells
- Aluminum Alloys for Automobile Body Panels
- Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
- Advantages of Aluminum Alloys in Lightweight Automobiles
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Die Casting, Linear Robot Arm for Die Casting Machine, China Manufacturers.
Website Design & Support: jeawin.com