Design and Optimization of Semi-solid Die-cast Router Covers
Zhizhu Chaoyun is a professional CAE cloud platform in the die casting field, which is used to numerically simulate the die casting filling process of the aluminum alloy router cover, and the process is optimized through simulation. The mold is designed based on optimization results. The pilot production is performed by adopting aluminum alloy AlSi8 as raw materials and semi-solid rheological die casting processes.
The analysis of the die casting part
Figure 1 shows a 5G wireless router cover of a communication company, which is made of aluminum alloy AlSi8. The maximum external dimension of the casting is 126 mm × 126 mm × 21 mm, and the wall thickness is uneven, about 2 mm at the thin wall and 7 mm at the thick wall. The density of the aluminum alloy is 2.5g/cm3; the critical solid phase ratio is 67.5%. The liquidus temperature is 615℃, and the solidus temperature is 555℃. A pressure casting process is used for manufacturing the router.
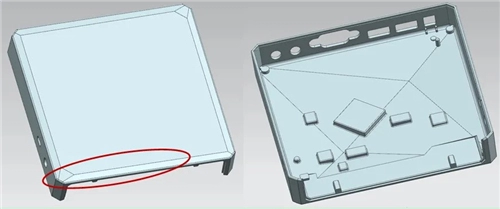
Figure 1 The 3D photo of the router cover
2. Design of the die casting process
The router cover is a shell-type aluminum alloy die casting part, and there are holes to be made on three sides, that is, a three-sided core-pulling mechanism is required. Therefore, only the inner gate should be set on the side without core-pulling, as shown in Figure 1. The Toyo BD-250V5 is adopted, and the projected area of the die casting part is 158cm2. One mold with two cavities is selected, and two process schemes are designed, as shown in Figure 2.
Numerical simulation is carried out using Zhizhu Chaoyun, which is a professional CAE cloud platform in the die casting field. First, use the 3D modeling software UG for the 3D photo and generate the STL file, and then upload it to the cloud computing platform of Zhizhu Chaoyun for pre-processing to realize the automatic mesh division; simulate the filling process of the die casting part of the router cover.
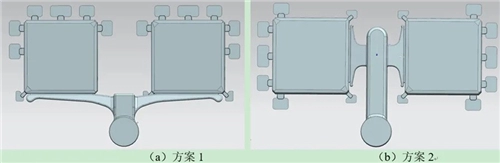
Figure 2 The die casting process scheme for router cover castings
3. Numerical simulation of the die casting process
The numerical simulation results of the filling process of scheme 1 are shown in Figure 3. It can be seen that since the cross gate and the inner gate are arranged at the lower part of the cavity, the molten aluminum alloy first fills both sides of the cavity after the molten aluminum alloy filling the cavity. The flow of the molten aluminum alloy on the inner side is turbulent and easy to cause defects such as gas entrainment and inclusions, as shown in Figure 3. The final filling part of the molten aluminum alloy is on the lower corner of the inner side, and it is inside the casting, not in the overflow tank, so that the molten aluminum alloy with cold pollution at the front end cannot enter the overflow tank, and remains inside the casting. Defects such as cold shuts, gas holes and slag inclusions are prone to appear, as shown in Figure 3d.
The numerical simulation results of the filling process of scheme 2 are shown in Figure 4. It can be seen that since the cross gate is located in the middle of the two cavities, and the inner gate is set on the inner side of the cavity, it gradually fills the inside first and then the two sides after the molten aluminum alloy enters the cavity; the molten aluminum alloy flows smoothly. There is no turbulent flow, and the filling process conforms to the filling theory of full wall thickness. The last filled part of the molten aluminum alloy is the outermost at both ends of the cavities, and an overflow groove is set at this part, so that the front-end molten cold-stained alloy can enter the overflow groove, thereby, effectively avoiding the formation of entrained air, slag inclusions and other defects inside the casting.
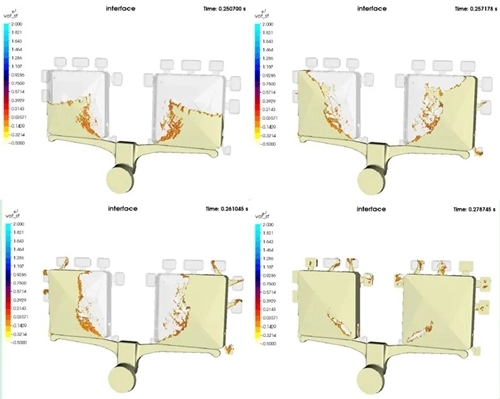
Figure 3 Simulation results of the filling process for the scheme 1
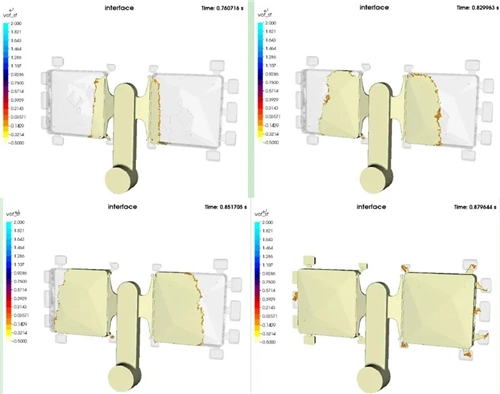
Figure 4 Simulation results of the filling process of the scheme 2
4. Production verification
The scheme is adopted to design and manufacture the mold, and the self-developed uniformly accelerated barrel inoculated semi-solid rheological die casting process is used to conduct the actual production test of the router cover casting. The tapping temperature of the aluminum alloy liquid is 640℃, and the injection punch adopts uniform acceleration injection in the low-speed injection stage. The injection acceleration is about 0.86 m/s2; the maximum low speed is about 0.64m/s, and the high speed is 2.0m/s. The mold’s preheating temperature is about 200°C.
Figure 5 is the microstructure and picture of the semi-solid die casting part of the router cover. It can be seen that most of the primary α-Al phases in the structure at all positions are nearly spherical, with fine grains and uniform distribution, obvious semi-solid structure. The thermal conductivity of the router cover die casting reached 165.3 W•m/K after aging heat treatment at a temperature of 200ºC for 4 hours. The rheological die casting experiment obtained a wireless router cover die casting with clear outlines, smooth surfaces, high dimensional accuracy, and no defects, as shown in Figure 5d. Through the X-ray transmission flaw detection of the router cover die casting part, the results show that there are no obvious defects such as shrinkage porosity, shrinkage cavity, gas holes and oxidation inclusion in the die casting part, as shown in Figure 6.
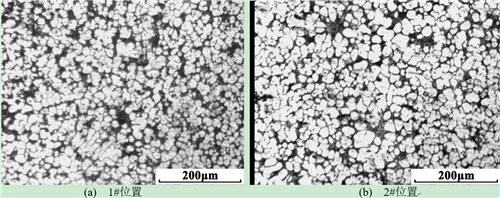
Figure 5 Microstructure and photos of the semi-solid router cover die casting part
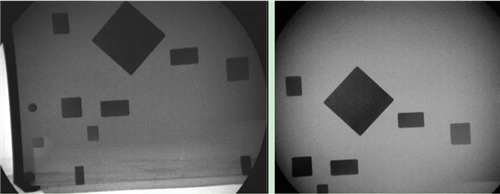
Figure 6 The X-ray inspection diagram of the router cover die casting
4. Conclusion
Use Zhizhu Chaoyun to analyze and optimize the die casting process plans of a router cover of a company. According to the simulation optimization results, it is determined that process plan 2 is used to carry out the actual mold design, manufacture and actual test. The produced die casting parts are tested by X-ray inspection, and no defects such as shrinkage holes, shrinkage porosity, gas holes and inclusions are found; the thermal conductivity reaches 165.3 W•m/K, and the quality meets the technical requirements.
The analysis of the die casting part
Figure 1 shows a 5G wireless router cover of a communication company, which is made of aluminum alloy AlSi8. The maximum external dimension of the casting is 126 mm × 126 mm × 21 mm, and the wall thickness is uneven, about 2 mm at the thin wall and 7 mm at the thick wall. The density of the aluminum alloy is 2.5g/cm3; the critical solid phase ratio is 67.5%. The liquidus temperature is 615℃, and the solidus temperature is 555℃. A pressure casting process is used for manufacturing the router.
Figure 1 The 3D photo of the router cover
2. Design of the die casting process
The router cover is a shell-type aluminum alloy die casting part, and there are holes to be made on three sides, that is, a three-sided core-pulling mechanism is required. Therefore, only the inner gate should be set on the side without core-pulling, as shown in Figure 1. The Toyo BD-250V5 is adopted, and the projected area of the die casting part is 158cm2. One mold with two cavities is selected, and two process schemes are designed, as shown in Figure 2.
Numerical simulation is carried out using Zhizhu Chaoyun, which is a professional CAE cloud platform in the die casting field. First, use the 3D modeling software UG for the 3D photo and generate the STL file, and then upload it to the cloud computing platform of Zhizhu Chaoyun for pre-processing to realize the automatic mesh division; simulate the filling process of the die casting part of the router cover.
Figure 2 The die casting process scheme for router cover castings
3. Numerical simulation of the die casting process
The numerical simulation results of the filling process of scheme 1 are shown in Figure 3. It can be seen that since the cross gate and the inner gate are arranged at the lower part of the cavity, the molten aluminum alloy first fills both sides of the cavity after the molten aluminum alloy filling the cavity. The flow of the molten aluminum alloy on the inner side is turbulent and easy to cause defects such as gas entrainment and inclusions, as shown in Figure 3. The final filling part of the molten aluminum alloy is on the lower corner of the inner side, and it is inside the casting, not in the overflow tank, so that the molten aluminum alloy with cold pollution at the front end cannot enter the overflow tank, and remains inside the casting. Defects such as cold shuts, gas holes and slag inclusions are prone to appear, as shown in Figure 3d.
The numerical simulation results of the filling process of scheme 2 are shown in Figure 4. It can be seen that since the cross gate is located in the middle of the two cavities, and the inner gate is set on the inner side of the cavity, it gradually fills the inside first and then the two sides after the molten aluminum alloy enters the cavity; the molten aluminum alloy flows smoothly. There is no turbulent flow, and the filling process conforms to the filling theory of full wall thickness. The last filled part of the molten aluminum alloy is the outermost at both ends of the cavities, and an overflow groove is set at this part, so that the front-end molten cold-stained alloy can enter the overflow groove, thereby, effectively avoiding the formation of entrained air, slag inclusions and other defects inside the casting.
Figure 3 Simulation results of the filling process for the scheme 1
Figure 4 Simulation results of the filling process of the scheme 2
4. Production verification
The scheme is adopted to design and manufacture the mold, and the self-developed uniformly accelerated barrel inoculated semi-solid rheological die casting process is used to conduct the actual production test of the router cover casting. The tapping temperature of the aluminum alloy liquid is 640℃, and the injection punch adopts uniform acceleration injection in the low-speed injection stage. The injection acceleration is about 0.86 m/s2; the maximum low speed is about 0.64m/s, and the high speed is 2.0m/s. The mold’s preheating temperature is about 200°C.
Figure 5 is the microstructure and picture of the semi-solid die casting part of the router cover. It can be seen that most of the primary α-Al phases in the structure at all positions are nearly spherical, with fine grains and uniform distribution, obvious semi-solid structure. The thermal conductivity of the router cover die casting reached 165.3 W•m/K after aging heat treatment at a temperature of 200ºC for 4 hours. The rheological die casting experiment obtained a wireless router cover die casting with clear outlines, smooth surfaces, high dimensional accuracy, and no defects, as shown in Figure 5d. Through the X-ray transmission flaw detection of the router cover die casting part, the results show that there are no obvious defects such as shrinkage porosity, shrinkage cavity, gas holes and oxidation inclusion in the die casting part, as shown in Figure 6.
Figure 5 Microstructure and photos of the semi-solid router cover die casting part
Figure 6 The X-ray inspection diagram of the router cover die casting
4. Conclusion
Use Zhizhu Chaoyun to analyze and optimize the die casting process plans of a router cover of a company. According to the simulation optimization results, it is determined that process plan 2 is used to carry out the actual mold design, manufacture and actual test. The produced die casting parts are tested by X-ray inspection, and no defects such as shrinkage holes, shrinkage porosity, gas holes and inclusions are found; the thermal conductivity reaches 165.3 W•m/K, and the quality meets the technical requirements.
Next: Die Casting News
Previous: Improving Gas Holes of Die-cast Filter Parts by CAE
Related News
- Industrialization of the Composite 3D Printing for General Motors
- Porsche and GM Have Obtained Achievement in 3D Printing Auto Parts Technology
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part Two)
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part One)
- Die Casting Technologies of Automobile Structural Parts (Part Three)
- The Die Casting Technology of Automobile Structural Parts (Part Two)
- The Die Casting Technology of Automobile Structural Parts (Part One)
- Application of Heat-Free Aluminum Alloys to Integrated Die-Casting
- Mechanical Properties and Microstructure of Heat-Free Alloys
- Designing Die-Cast Molds for Complex Shells
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com