Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part One)
Abstract: The extrusion die casting process was adopted to develop the 400MPa automotive steering knuckle die casting. Aluminum alloy steering knuckle die castings with high strength are successfully developed through optimizing the Al-Si-Cu-Mg alloy composition, designing and optimizing extrusion casting process, designing and manufacturing extrusion casting molds and testing extrusion casting of steering knuckles. The tensile strength, yield strength, elongation and Brinell hardness(HB) of the die casting reached 454.6MPa, 409.2MPa, 6.2% and 137.2 respectively.
At present, with the continuous deepening of automobile lightweight, the lightweight of automobile chassis parts which accounts for about 20% of the vehicle's mass has drawn great attention. Using aluminum alloy materials with high strength to replace traditional steel materials is an important development direction. The steering knuckle is an important functional part in the automobile steering system. It not only bears a certain body mass, but also bears the alternating load and moment of force for braking when the automobile is driven, which is one of the important security parts to ensure the safe driving of the automobile. In order to meet the need for strength, most of the Chinese steering knuckles are still produced by ductile iron casting, which cannot meet the needs of further lightening of automobiles.
The extrusion casting is a near-net-shape process that combines casting and die forging, and is suitable for manufacturing aluminum alloy castings with high performance. Since the molten alloy is filled and solidified under the greater mechanical pressure of the punch, the mechanical properties of the casting have been significantly improved, and the performance can approach the performance of the forging. At present, domestic and foreign researches have been carried out on the extrusion casting process of aluminum alloy castings for automobile chassis, and certain results have been achieved. However, most of the performance indicators are at the 300MPa, and there are few reports on castings with performance up to 400MPa. This subject selects Al-Si-Cu-Mg alloy materials to trial manufacture the steering knuckle casting and indirect extrusion casting is adopted. The quality of the developed steering knuckle extrusion castings meets the requirements of the design company.
1. Optimization of Al-Si-Cu-Mg alloy composition
The chemical composition range or mass fraction of the selected Al-Si-Cu-Mg alloy is as follows:
Si accounting for 6.0% to 6.6%, Cu accounting for 3.5% to 4.5%, Mg accounting for 0.15% to 0.30%, Ti accounting for 0.05% to 0.30%, the rest is Al. In order to obtain better mechanical properties of the alloys, a material foundation was laid for the performance of the steering knuckle casting body to meet the design requirements, and the chemical composition of the alloys was optimized. Figure 1 shows the mechanical properties of the alloy when the Si content is 6.0%, 6.2%, 6.4% and 6.6%. It can be seen that as the Si content increases, the tensile strength and elongation of the alloy decrease differently. The purpose of adding Si element to this alloy is to improve the fluidity of the alloy, but the casting process used in the steering knuckle is extrusion casting process. The alloy is filled under a great pressure, and requirements of its filling ability are not high. Therefore, In order to ensure that the alloy has good mechanical properties, the Si content is set to the lower limit of the alloy composition range, that is, the Si content is 6.0%.
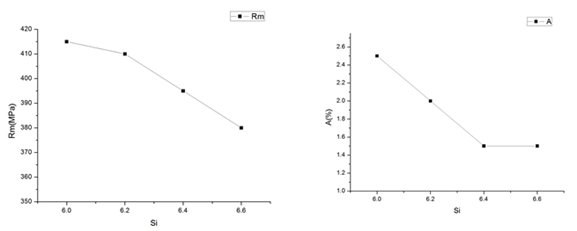
Figure 1: The effect of different Si content on the mechanical properties of the alloy (heat treatment state T6 treatment)
Figure 2 shows the mechanical properties of the alloy when the Cu content is 3.7%, 4.0%, 4.2% and 4.5%. It can be seen that as the Cu content increases, the tensile strength and elongation of the alloy increase differently. The increase of Cu content in the alloy will increase the heat crack sensitivity of the alloy. The structure of the steering knuckle casting is relatively complicated, and the extrusion casting is adopted. If the alloy composition with a high Cu content is adopted, heat cracking defects are extremely likely to occur. Therefore, The Cu content of the alloy is set to the lower limit of the composition range, that is, the Cu content is 3.7%.
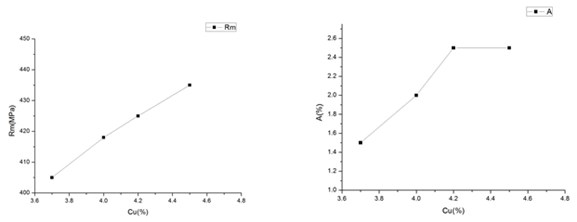
Figure 2: The effect of different Cu content on the mechanical properties of the alloy
Figure 3 shows the mechanical properties of the alloy when the Mg content is 0.15%, 0.2%, 0.25% and 0.3%. It can be seen that as the content of Mg increases, the tensile strength and elongation of the alloy increase differently. The Mg element is easy to burn during the alloy smelting process. Therefore, in order to ensure that the Mg element meets the alloy composition range, the Mg content of the alloy is set to the upper limit of the composition range, that is, the Mg content is 0.3%. Based on this, the chemical composition of the test alloy was determined, namely 6.0 percent of Si, 3.7 percent of Cu, 0.30 percent of Mg, from 0.05% to 0.30% percent of Ti, and the rest is Al.
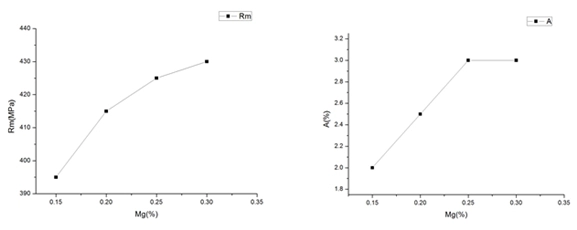
Figure 3: The effect of different Mg content on the mechanical properties of the alloy
2. Designs and optimization of extrusion casting of steering knuckles
The self-developed 8000kN extrusion casting forming machine is used to produce steering knuckle castings. Combining the structural characteristics of the castings and the requirements of technical indicators, the extrusion process design and optimization of the steering knuckle castings were carried out. Figure 4 is a three-dimensional digital model diagram and simulation results of the indirect extrusion process of steering knuckle castings. The steering knuckle casting is manufactured by vertical extrusion, and partial extrusion is applied at the center of the casting to solve casting defects and bad mechanical properties caused by the press loss, because of the casting part being far away from the punch. From the simulation results, the casting defects all appear in the machining allowance position and the position of the clamping groove, but the casting itself has no casting defects.
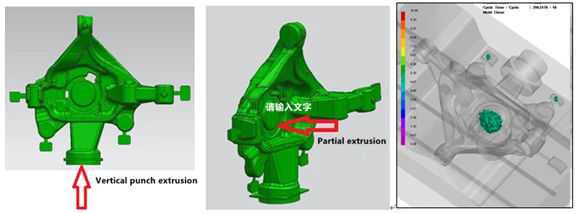
Figure 4: Extrusion casting technique of steering knuckles
At present, with the continuous deepening of automobile lightweight, the lightweight of automobile chassis parts which accounts for about 20% of the vehicle's mass has drawn great attention. Using aluminum alloy materials with high strength to replace traditional steel materials is an important development direction. The steering knuckle is an important functional part in the automobile steering system. It not only bears a certain body mass, but also bears the alternating load and moment of force for braking when the automobile is driven, which is one of the important security parts to ensure the safe driving of the automobile. In order to meet the need for strength, most of the Chinese steering knuckles are still produced by ductile iron casting, which cannot meet the needs of further lightening of automobiles.
The extrusion casting is a near-net-shape process that combines casting and die forging, and is suitable for manufacturing aluminum alloy castings with high performance. Since the molten alloy is filled and solidified under the greater mechanical pressure of the punch, the mechanical properties of the casting have been significantly improved, and the performance can approach the performance of the forging. At present, domestic and foreign researches have been carried out on the extrusion casting process of aluminum alloy castings for automobile chassis, and certain results have been achieved. However, most of the performance indicators are at the 300MPa, and there are few reports on castings with performance up to 400MPa. This subject selects Al-Si-Cu-Mg alloy materials to trial manufacture the steering knuckle casting and indirect extrusion casting is adopted. The quality of the developed steering knuckle extrusion castings meets the requirements of the design company.
1. Optimization of Al-Si-Cu-Mg alloy composition
The chemical composition range or mass fraction of the selected Al-Si-Cu-Mg alloy is as follows:
Si accounting for 6.0% to 6.6%, Cu accounting for 3.5% to 4.5%, Mg accounting for 0.15% to 0.30%, Ti accounting for 0.05% to 0.30%, the rest is Al. In order to obtain better mechanical properties of the alloys, a material foundation was laid for the performance of the steering knuckle casting body to meet the design requirements, and the chemical composition of the alloys was optimized. Figure 1 shows the mechanical properties of the alloy when the Si content is 6.0%, 6.2%, 6.4% and 6.6%. It can be seen that as the Si content increases, the tensile strength and elongation of the alloy decrease differently. The purpose of adding Si element to this alloy is to improve the fluidity of the alloy, but the casting process used in the steering knuckle is extrusion casting process. The alloy is filled under a great pressure, and requirements of its filling ability are not high. Therefore, In order to ensure that the alloy has good mechanical properties, the Si content is set to the lower limit of the alloy composition range, that is, the Si content is 6.0%.
Figure 1: The effect of different Si content on the mechanical properties of the alloy (heat treatment state T6 treatment)
Figure 2 shows the mechanical properties of the alloy when the Cu content is 3.7%, 4.0%, 4.2% and 4.5%. It can be seen that as the Cu content increases, the tensile strength and elongation of the alloy increase differently. The increase of Cu content in the alloy will increase the heat crack sensitivity of the alloy. The structure of the steering knuckle casting is relatively complicated, and the extrusion casting is adopted. If the alloy composition with a high Cu content is adopted, heat cracking defects are extremely likely to occur. Therefore, The Cu content of the alloy is set to the lower limit of the composition range, that is, the Cu content is 3.7%.
Figure 2: The effect of different Cu content on the mechanical properties of the alloy
Figure 3 shows the mechanical properties of the alloy when the Mg content is 0.15%, 0.2%, 0.25% and 0.3%. It can be seen that as the content of Mg increases, the tensile strength and elongation of the alloy increase differently. The Mg element is easy to burn during the alloy smelting process. Therefore, in order to ensure that the Mg element meets the alloy composition range, the Mg content of the alloy is set to the upper limit of the composition range, that is, the Mg content is 0.3%. Based on this, the chemical composition of the test alloy was determined, namely 6.0 percent of Si, 3.7 percent of Cu, 0.30 percent of Mg, from 0.05% to 0.30% percent of Ti, and the rest is Al.
Figure 3: The effect of different Mg content on the mechanical properties of the alloy
2. Designs and optimization of extrusion casting of steering knuckles
The self-developed 8000kN extrusion casting forming machine is used to produce steering knuckle castings. Combining the structural characteristics of the castings and the requirements of technical indicators, the extrusion process design and optimization of the steering knuckle castings were carried out. Figure 4 is a three-dimensional digital model diagram and simulation results of the indirect extrusion process of steering knuckle castings. The steering knuckle casting is manufactured by vertical extrusion, and partial extrusion is applied at the center of the casting to solve casting defects and bad mechanical properties caused by the press loss, because of the casting part being far away from the punch. From the simulation results, the casting defects all appear in the machining allowance position and the position of the clamping groove, but the casting itself has no casting defects.
Figure 4: Extrusion casting technique of steering knuckles
3. Mold designs of extrusion castings for steering knuckles
The indirect extrusion process is currently the mainstream extrusion forming process. This process can obtain shaping after the upper mold and lower mold are closed, which can meet the forming needs of complex castings. High dimensional accuracy can also be obtained, which can meet the requirements of near net forming. In order to ensure the dimensional accuracy of the steering knuckle casting, an indirect extrusion process is adopted, and the steering knuckle extrusion casting die is designed. See Figure 5. The main working process of the mold is that first, the horizontal extrusion motorized template drives the movable mold to move, and closes the fixed mold to complete the clamping action. Then, the molten metal is poured into the pressure chamber, and the extrusion cylinder of the horizontal extrusion casting machine drives the extrusion piston to move upwards, pushing the molten metal to fill the cavity upwards. After the molten metal is filled, maintain the pressure for a period of time to make the molten metal solidify under pressure. After the pressure is completed, the movable mold drives the casting to move to open the mold. In the moving process, the ejector mechanism will be touched after the moving mold and casting moving to a certain distance, and the demolding process of the steering knuckle casting is completed. Finally, the steering knuckle casting is removed, and the release agent is applied to cavities of the moving mold and fixed mold to complete the entire process.
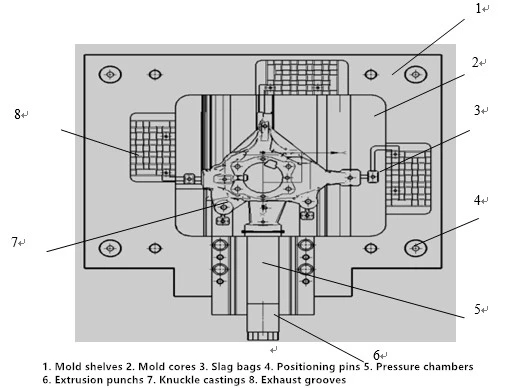
Figure 5: Schematic diagram of the extrusion die structure of the steering knuckle casting
Figure 5: Schematic diagram of the extrusion die structure of the steering knuckle casting
Related News
- Industrialization of the Composite 3D Printing for General Motors
- Porsche and GM Have Obtained Achievement in 3D Printing Auto Parts Technology
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part Two)
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part One)
- Die Casting Technologies of Automobile Structural Parts (Part Three)
- The Die Casting Technology of Automobile Structural Parts (Part Two)
- The Die Casting Technology of Automobile Structural Parts (Part One)
- Application of Heat-Free Aluminum Alloys to Integrated Die-Casting
- Mechanical Properties and Microstructure of Heat-Free Alloys
- Designing Die-Cast Molds for Complex Shells
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com