Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part Two)
4. Trial production results and analysis of steering knuckle castings
4.1 The influence of extrusion force on the internal quality of castings
Figure 6 shows the non-destructive testing of steering knuckle castings under the condition of an extrusion force of 60 MPa. It can be seen that there are more serious shrinkage cavity and shrinkage porosity defects in the steering knuckle casting, especially the thick wall position and the position being far away from the extrusion punch and the local extrusion punch are more serious. According to analysis, during the pressurization process of extrusion, because the pressurization process of the punch is carried out simultaneously with the solidification process of the casting, the thin-walled position of the casting solidifies faster, which will become a support point, preventing the punch from being unsolidified. The thick part is further squeezed; the part cannot be fed and shrinkage and shrinkage defects appear. In addition, in the indirect extrusion process, there is friction force between the solidified crystalline hard shell and the mold wall, coupled with the support effect of this hard shell, and the complex structure that feeds the liquid metal flow. The blocking effect makes the part of the casting be far away from the punch and the partial extrusion actually receives the extrusion pressure much lower than the extrusion force set by the process, and there is a great pressure loss, which leads to serious metallurgical defects in some parts of the die casting.
In order to solve the above problems, the squeeze force was doubled to 120 MPa. Figure 7 shows the results of nondestructive testing of steering knuckle castings under the condition of an squeeze force of 120 MPa. It can be seen that internal quality of the die casting is good, and no casting metallurgical defects have been found. According to analysis, the increase in extrusion force overcomes the support hindrance effect caused by the first solidification of the thin walled position and the pressure loss caused by the distance from the punch, reaching the critical extrusion value that can eliminate the metallurgical defects of castings, which significantly improves the feeding capacity of liquid metal and eliminates metallurgical defects caused by castings.
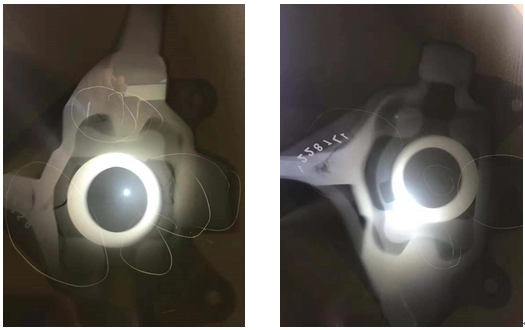
Figure 6: The X-ray flaw detection film of the steering knuckle casting under the condition of extrusion specific pressure of 60MPa
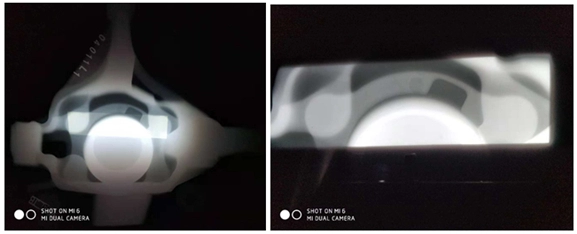
Figure 7: The X-ray flaw detection film of the steering knuckle casting under the condition of extrusion specific pressure of 120 MPa
4.2 The influence of extrusion force on the mechanical properties of the casting
The mechanical properties of the steering knuckle casting are tested. Figure 8 shows the sampling positions of the body mechanics test bars. Table 1 shows the body mechanical properties of each part of the casting. From the results of the mechanical properties test, the mechanical properties of all positions of the casting are equivalent, indicating that the extrusion effect is good and the pressure loss is not obvious.
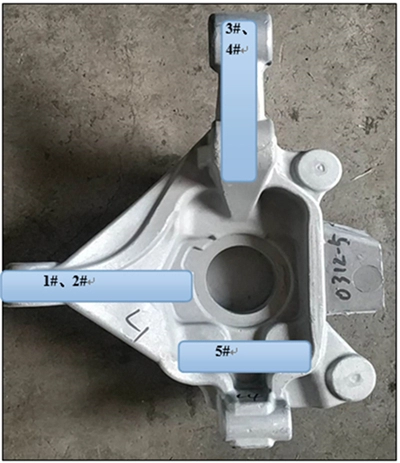
Figure 8: The sampling diagram for testing the mechanical properties of the steering knuckle casting body
4.1 The influence of extrusion force on the internal quality of castings
Figure 6 shows the non-destructive testing of steering knuckle castings under the condition of an extrusion force of 60 MPa. It can be seen that there are more serious shrinkage cavity and shrinkage porosity defects in the steering knuckle casting, especially the thick wall position and the position being far away from the extrusion punch and the local extrusion punch are more serious. According to analysis, during the pressurization process of extrusion, because the pressurization process of the punch is carried out simultaneously with the solidification process of the casting, the thin-walled position of the casting solidifies faster, which will become a support point, preventing the punch from being unsolidified. The thick part is further squeezed; the part cannot be fed and shrinkage and shrinkage defects appear. In addition, in the indirect extrusion process, there is friction force between the solidified crystalline hard shell and the mold wall, coupled with the support effect of this hard shell, and the complex structure that feeds the liquid metal flow. The blocking effect makes the part of the casting be far away from the punch and the partial extrusion actually receives the extrusion pressure much lower than the extrusion force set by the process, and there is a great pressure loss, which leads to serious metallurgical defects in some parts of the die casting.
In order to solve the above problems, the squeeze force was doubled to 120 MPa. Figure 7 shows the results of nondestructive testing of steering knuckle castings under the condition of an squeeze force of 120 MPa. It can be seen that internal quality of the die casting is good, and no casting metallurgical defects have been found. According to analysis, the increase in extrusion force overcomes the support hindrance effect caused by the first solidification of the thin walled position and the pressure loss caused by the distance from the punch, reaching the critical extrusion value that can eliminate the metallurgical defects of castings, which significantly improves the feeding capacity of liquid metal and eliminates metallurgical defects caused by castings.
Figure 6: The X-ray flaw detection film of the steering knuckle casting under the condition of extrusion specific pressure of 60MPa
Figure 7: The X-ray flaw detection film of the steering knuckle casting under the condition of extrusion specific pressure of 120 MPa
4.2 The influence of extrusion force on the mechanical properties of the casting
The mechanical properties of the steering knuckle casting are tested. Figure 8 shows the sampling positions of the body mechanics test bars. Table 1 shows the body mechanical properties of each part of the casting. From the results of the mechanical properties test, the mechanical properties of all positions of the casting are equivalent, indicating that the extrusion effect is good and the pressure loss is not obvious.
Figure 8: The sampling diagram for testing the mechanical properties of the steering knuckle casting body
| Position numbers | Tensile strength/MPa | Yield strength/MPa | Elongation/% | Hardness (HB) |
| 1# | 433 | 402 | 5.0 | 131 |
| 2# | 435 | 383 | 5.0 | 135 |
| 3# | 436 | 417 | 5.5 | 140 |
| 4# | 468 | 423 | 5.0 | 135 |
| 5# | 474 | 421 | 10.5 | 145 |
Table 1: Average mechanical properties of steering knuckle castings at different positions
It can be seen from Table 1 that the mechanical properties of the die casting itself have been significantly improved, especially the increase in elongation. The main reason is that as the pressure increases, the nucleation rate of the molten alloy is significantly increased. Since the nucleation rate is proportional to the pressure, the increase in pressure can significantly promote the proliferation of crystal nuclei, making the crystal grain smaller. In addition, the increase of extrusion force can improve the heat transfer conditions between the die casting and mold, and the thermal resistance is significantly reduced, making the solidification rate of the molten alloy increase and the primary and secondary dendrite spacing of the casting reduce. The grain structure of the casting obviously becomes small, so that the mechanical properties of castings can be significantly improved. Besides, the presence of extrusion force can increase the amount of ɑ solid solution and refine the silicon particles, significantly improving the plastic properties of the alloy. Figure 9 shows the microstructure of the alloy in the extruded state and unextruded state. It can be seen that the microstructure of the die casting is significantly refined after extrusion.
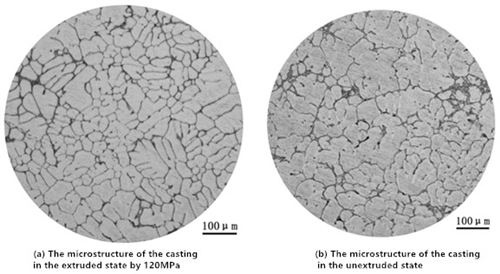
Figure 9: The sampling diagram for testing the mechanical properties of the steering knuckle casting
Conclusion
(1) The independently developed 8000kN extrusion machine has successfully developed steering knuckle castings. After nondestructive testing, metallurgical quality of the castings is good and there are not shrinkage cavities, shrinkage porosity, cracks and other defects, which meets the technology index requirements put forward by the design company.
(2) When the extrusion force is 60MPa, the critical extrusion value that can eliminate the die casting defects of the casting is not reached due to the small extrusion force. The supporting effect of the first solidification position and the pressure loss of being away from the extrusion source caused poor feeding of castings, and obvious casting defects appeared in thick hot spots, locations being far away from the punch and locations of partial extrusion.
(3) When the extrusion specific pressure increases to 120MPa, the extrusion force reaches the critical extrusion value of the casting, eliminating the metallurgical defects of the casting. Under this condition, the tensile strength, yield strength, elongation and Brinell hardness (HB) of the casting reached 454.6MPa, 409.2MPa, 6.2% and 137.2 respectively.
(4) The increase of the extrusion specific pressure can significantly increase the nucleation rate of the molten alloy, reduce the primary and secondary dendrite spacing of the casting, resulting in the grain structure of the casting being significantly small and the mechanical properties of castings being significantly improved.
Related News
- Industrialization of the Composite 3D Printing for General Motors
- Porsche and GM Have Obtained Achievement in 3D Printing Auto Parts Technology
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part Two)
- Development of Aluminum Alloy Die Castings for Automobile Steering Knuckles (Part One)
- Die Casting Technologies of Automobile Structural Parts (Part Three)
- The Die Casting Technology of Automobile Structural Parts (Part Two)
- The Die Casting Technology of Automobile Structural Parts (Part One)
- Application of Heat-Free Aluminum Alloys to Integrated Die-Casting
- Mechanical Properties and Microstructure of Heat-Free Alloys
- Designing Die-Cast Molds for Complex Shells
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com