Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
This study investigates the effect of T6 heat treatment on the microstructure and mechanical properties of ADC12 aluminum alloy produced by high-pressure die casting. The results indicate that, following solution treatment at 510°C for 1 hour and artificial aging at 200°C for 6 hours, the microstructure of ADC12 aluminum alloy die castings consists of a fine eutectic structure and a supersaturated solid solution, with the eutectic structure being a result of the high-pressure die casting process. After heat treatment, the eutectic Si phase and Al2Cu phase in the aluminum alloy predominantly exist as approximately spherical particles. Following T6 heat treatment, the transition phase fully dissolves from the matrix, resulting in the formation of a stable θ phase and a balanced solid solution. The ADC12 aluminum alloy die casting reaches a maximum hardness of 128 HBW after solution treatment at 510°C for 1 hour and artificial aging at 200°C for 6 hours. This improvement is attributed to the precipitation-strengthening Al2Cu phases, which impart a unique crystal structure to the supersaturated solid solution.
2. Experimental Results and Discussion
2.1 Mechanical Properties
Figure 2 presents the mechanical properties of ADC12 aluminum alloy die castings subjected to different heat treatment processes. As shown in Figure 2(a), solution treatment significantly improves the hardness of the aluminum alloy, with minimal increases observed at 480°C and 490°C. The maximum hardness of 120 HBW is obtained at 510°C. Following artificial aging at 200°C for 6 hours, the hardness further increases to 128 HBW. As illustrated in Figure 2(c), the tensile strength of the aluminum alloy reaches its peak value of 233 MPa at 510°C.
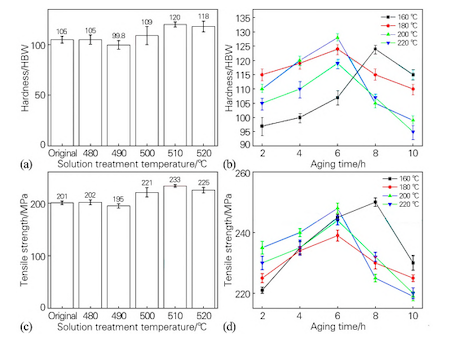
Figure 2 Mechanical properties of ADC12 aluminum alloy after different heat treatments (a and c) Solution treatment (b and d) T6 heat treatment (solid solution temperature 510°C)
This improvement is attributed to the Al₂Cu strengthening phase, which exhibits increased solubility in the aluminum alloy, with solubility rising at higher solution temperatures. Consequently, the supersaturated solid solution develops a distinct crystal structure due to the presence of this strengthening phase, which enhances the alloy’s hardness. Figures 2(b) and 2(d) show that the hardness and tensile strength of the ADC12 aluminum alloy initially increase, then decrease with prolonged aging. This phenomenon is attributed to the formation of the θ' transition phase during the aging process. As the quantity of θ' phases increases, their coherence with the parent phase diminishes, transitioning from full to partial coherence. This results in decreased hardness and the onset of over-aging.
In the later stages of aging, the transition phase fully dissolves from the parent phase, forming a stable θ phase (Al₂Cu) and an equilibrium solid solution. The Al₂Cu phase exhibits a square lattice structure. As the Al₂Cu phase grows, the strength of the aluminum alloy further decreases. Therefore, this study uses ADC12 aluminum alloy die castings treated with solution heat treatment at 510°C for 1 hour and artificial aging at 200°C for 6 hours for microstructural observation and phase analysis.
2.2 Surface Microstructure
Figure 3 illustrates the surface microstructure of ADC12 aluminum alloy die castings before and after heat treatment. The sub-eutectic structure consists of a primary α solid solution and a fine eutectic phase (α + Si). The coarse primary α solid solution forms when the melt is quenched in the pressure chamber, while the fine eutectic phase forms under the high pressure in the mold cavity, resulting in smaller particle size. The grain size of the die-cast aluminum alloy remains relatively stable after heat treatment. After solution treatment, the primary α solid solution in the aluminum alloy becomes a supersaturated α solid solution.
Heat-treated ADC12 aluminum alloy undergoes solid-state phase transformations, during which aging leads to the formation of a Cu-rich zone. In the initial stage of aging, this Cu-rich zone is identified as the GPI zone. The GPI zone is structurally identical to the matrix α phase, maintaining a coherent interface. The high concentration of Cu atoms in the GPI zone, coupled with their smaller size compared to Al atoms, causes significant lattice distortion in the surrounding matrix. As aging progresses, Cu atoms continue to accumulate in the GPI zone, causing it to grow and become more ordered. This ordered Cu-rich zone is designated as the GP II zone, or θ" phase. The θ" phase maintains a coherent interface with the matrix α phase. However, the coherent relationship between the later-formed θ' phase and the matrix begins to degrade. In the final stage of aging, the transition phase fully dissolves from the matrix, resulting in the formation of a stable θ phase and an equilibrium α solid solution.
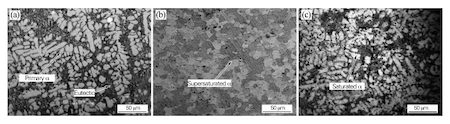
Figure 3 Microstructure of ADC12 aluminum alloy after different heat treatments (a) After die casting (b) After solution treatment (c) After T6 heat treatment
2.3 Element Analysis and Phase Composition
Figure 4 shows the surface morphology and elemental distribution analysis of ADC12 aluminum alloy conducted with a scanning electron microscope (SEM) coupled with energy-dispersive X-ray spectroscopy (EDS). Table 2 presents the EDS results for each point in Figure 4. As shown in Figure 4, the surface of the heat-treated aluminum alloy die casting predominantly consists of bright white, short rod-like and granular Al-Cu compounds, representing the primary strengthening phase, Al2Cu. The microstructure also includes a gray eutectic Si phase and a dark Q-Al matrix phase. After solution treatment, the eutectic Si phase and Al-Cu phase in the aluminum alloy are predominantly spherical particles. During solution treatment, the alloy elements dissolve into the matrix, enhancing the alloy's plasticity.
Figure 4 also shows a significant amount of gray eutectic Si phase (points A and C) and a lesser amount of dot-shaped Al-Cu phase (points B and D) on the aluminum matrix surface. Solution treatment involves heating the aluminum alloy to the single-phase region followed by rapid cooling to form a supersaturated solid solution. Intermediate states formed during rapid cooling of the Al and Cu phases contribute to the formation of a unique crystal structure in the supersaturated solid solution, thereby strengthening the alloy.
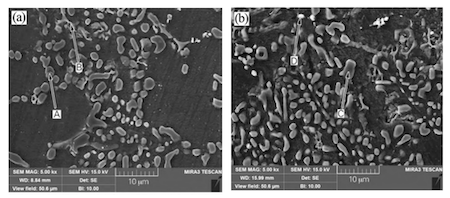
Figure 4 SEM photos of ADC12 aluminum alloy after different heat treatments (a) After solution treatment (b) After T6 heat treatment
X-ray diffraction (XRD) phase analysis of ADC12 aluminum alloy die castings before and after heat treatment is presented in Figure 5. No new crystalline phases were observed in the aluminum alloy during the heat treatment process. However, after solution treatment and aging, the volume fraction of the AlCu phase increases. This indicates that the stages of solid-state phase transformation during heat treatment are not completely separate, and some may overlap.
Table 2 EDS analysis of each point in Figure 4 (atom fraction, %)
|
Point |
Al (%) |
Si (%) |
Cu (%) |
Others (%) |
|
A |
32.20 |
66.22 |
1.58 |
0 |
|
B |
74.38 |
3.40 |
13.53 |
8.69 |
|
C |
29.65 |
67.39 |
2.10 |
0.86 |
|
D |
51.43 |
3.28 |
38.14 |
7.15 |
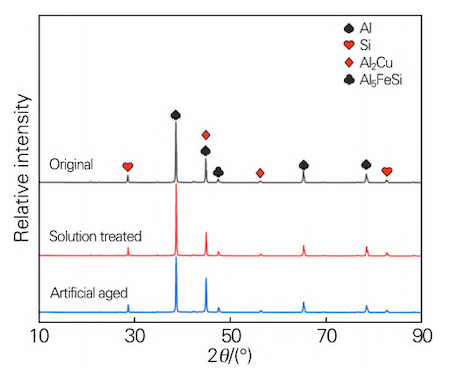
Figure 5 XRD patterns of the ADC12 aluminum alloy after different heat treatments
3. Conclusion
(1) After solution treatment at 510°C for 1 hour and artificial aging at 200°C for 6 hours, the microstructure of ADC12 aluminum alloy die castings is composed of a fine eutectic structure and a supersaturated solid solution. The fine eutectic structure forms during the high-pressure die casting process.
(2) Heat treatment causes the eutectic Si phase and Al2Cu phase in the aluminum alloy to predominantly take the form of approximately spherical particles. Additionally, the primary α solid solution undergoes a phase transformation after T6 treatment, with the transition phase dissolving from the matrix to form a stable θ phase and a balanced α solid solution.
(3) After solution treatment at 510°C for 1 hour and artificial aging at 200°C for 6 hours, the hardness of ADC12 aluminum alloy die castings reaches a maximum of 128 HBW, with tensile strength substantially increased, primarily due to the precipitation-strengthening Al2Cu phase.
Optimizing heat treatment parameters is essential for improving the mechanical properties and microstructure of ADC12 aluminum alloy, providing technical support for its use in high-performance industrial components.

Related News
- Impact of Heat Treatment on Mechanical Properties and Thermal Conductivity of ZL102 Alloy
- Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
- Enhancing the Mechanical Properties of ADC12 Aluminum Alloy via T6 Heat Treatment
- Die-Casting Process Design of Valve Bodies for Automobile Oil Cylinder Parts
- Temperature Field Simulation & Optimization of Automotive Housing Die Castings
- Research Status of High-Impact Aluminum Alloys Domestically and Internationally
- Die-cast Aluminum Castings for High-speed Rail Rocker Arm Shells
- Aluminum Alloys for Automobile Body Panels
- Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
- Advantages of Aluminum Alloys in Lightweight Automobiles
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com