Methods of Preventing Oxidized Slag Inclusions
Methods to prevent oxidized slag inclusions are as follows:
1. Repour molten metal from the riser. Improve the design of the riser.
2. The furnace charge should be clean and non-corrosive.
3. A riser is set at the shrinkage porosity of the die casting part; the cold iron or cold iron and riser is set.
4. Control the moisture of the molding sand and dry the sand core.
5. Take measures to refine the product.
6. Improve the position of the die casting part in the mold and reduce the pouring temperature and pouring speed.
Measures to eliminate slag inclusion
1. Solutions to shrinkage cavity type of slag inclusion
Shrinkage types of defects are mainly caused by the excessively high temperature of the die casting mold. Therefore, the actual temperature of the die casting mold must be determined first. Secondly, it was found that the point type cooling water flow of the gate is small or even blocked, which is caused by the scale of the copper pipe during use. The rear cross section is reduced. The length of part of the cooling water pipe is much shorter than the designed pipe. This is because the cooling water copper pipes and cooling water holes of the die casting mold are not numbered. When the die casting mold is disassembled, a part of the long copper pipe will be cut off and installed for the short water hole. In this way, some of the cooling water copper pipes are shorter, and the cooling effect cannot be achieved.
The following two measures can be taken:
1. Repour molten metal from the riser. Improve the design of the riser.
2. The furnace charge should be clean and non-corrosive.
3. A riser is set at the shrinkage porosity of the die casting part; the cold iron or cold iron and riser is set.
4. Control the moisture of the molding sand and dry the sand core.
5. Take measures to refine the product.
6. Improve the position of the die casting part in the mold and reduce the pouring temperature and pouring speed.
Measures to eliminate slag inclusion
1. Solutions to shrinkage cavity type of slag inclusion
Shrinkage types of defects are mainly caused by the excessively high temperature of the die casting mold. Therefore, the actual temperature of the die casting mold must be determined first. Secondly, it was found that the point type cooling water flow of the gate is small or even blocked, which is caused by the scale of the copper pipe during use. The rear cross section is reduced. The length of part of the cooling water pipe is much shorter than the designed pipe. This is because the cooling water copper pipes and cooling water holes of the die casting mold are not numbered. When the die casting mold is disassembled, a part of the long copper pipe will be cut off and installed for the short water hole. In this way, some of the cooling water copper pipes are shorter, and the cooling effect cannot be achieved.
The following two measures can be taken:
- Add cooling water inspection to the "Mold Preservation and Inspection" and specify the detection method and frequency of the cooling water flow.
- Check the length of the cooling water of the copper pipe. If it does not meet the requirements, replace it. Number the mold cooling water hole and cooling water copper pipe one by one. After the rectification, the measured mold temperature was greatly reduced, and the shrinkage cavity kind of slags hardly appeared.
2. Measures to solve grease slag inclusions
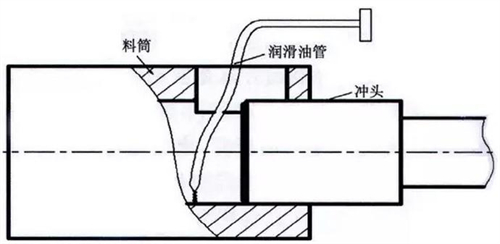
Die casting lubricant uses 275 punch lubricant, which is black and viscous. After the release agent is sprayed, the punch is returned to clean the barrel, and then the punch lubricant is dripped. The existing dripping position is the bottom of the barrel in front of the punch, and the general die casting lubricant consumption is 5mL per mold.
3. Three solutions to oxidization slag inclusions
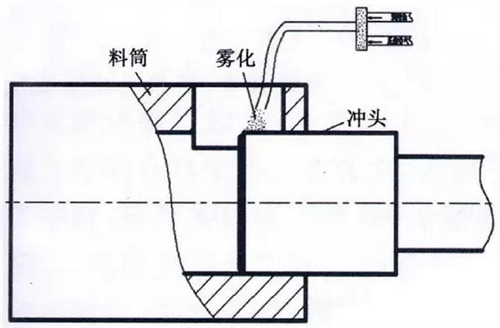
Adjust the amount of lubricating oil for the punches. The lubricating oil for the punches was reduced from 5mL to 4mL and there was no stop for the material cake. When it was reduced to 3.5mL, stopping the material cake would occasionally occur. It was found that most of the punch cooling water of the copper pipe is shorter than the design value after analysis, and the cooling effect is poor. Therefore, restore the length of the punch cooling water pipe (15mm from the inner wall of the punch) and include it in the daily inspection; then reduce the amount of lubricating oil to 3.5mL. Adjust the filling position and supply mode of lubricating oil, and change the lubricating oil filling at the bottom of the original barrel to filling at the top of the punch. The lubricating oil flows downstream to the entire punch surface through inertia, and the lubrication area is enlarged to facilitate combustion. Although the drip lubrication on the top of the punch has a good effect, the diffusion is not good; the lubrication area is not enough, and the combustion is incomplete. The spray can form an atomized oil film on the surface of the punch, with a large diffusion area, which is more conducive to combustion and has a better lubrication effect. After the improvement, the pouring gate section is much cleaner than the original one; the slag inclusion is reduced by nearly 90%, and there is no stop of the material cake.
4. Measures to solve hard layer slag inclusions
Adjusting injection delay
After Al liquid is injected into the barrel, a chilled layer will be formed on the contact surface. The longer the contact time is, the more chilled layer will be produced. Therefore, shortening the injection delay, that is, shortening the contact time between the Al liquid and low-temperature barrel is an effective method to reduce the chilled layer. The specific operation is to adjust the injection delay from the original 2.5s to 0.5s.
Adjusting the standby time of the spoon
The on-site investigation found that there are differences in casting CT due to the different proficiency of the operators. If completely unified process parameters are used, details will be missed. For example, the standby time of the spoon is set to be 20 seconds. For unskilled workers, the spoon will wait more than 6 seconds above the barrel after the completion of the mold closing, because they are slow. According to the proficiency of the operator, flexibly adjust the return time of the spoon, and the waiting time of the spoon above the barrel is controlled within 1 second. In addition, returning the spoon to the standby time is included in the daily inspection to ensure on-site execution.
Applications of filter spoons
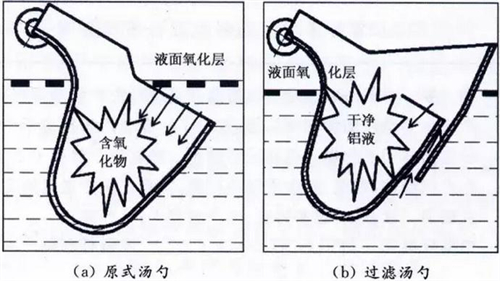
The traditional spoon inevitably scoops some oxide layer when scooping. The filter spoon can effectively prevent the oxides from being scooped when the Al liquid is scooped, and the purity of the Al liquid is greatly improved.
There are three problems with the existing lubricating oil supply method:
Die casting lubricant uses 275 punch lubricant, which is black and viscous. After the release agent is sprayed, the punch is returned to clean the barrel, and then the punch lubricant is dripped. The existing dripping position is the bottom of the barrel in front of the punch, and the general die casting lubricant consumption is 5mL per mold.
3. Three solutions to oxidization slag inclusions
Adjust the amount of lubricating oil for the punches. The lubricating oil for the punches was reduced from 5mL to 4mL and there was no stop for the material cake. When it was reduced to 3.5mL, stopping the material cake would occasionally occur. It was found that most of the punch cooling water of the copper pipe is shorter than the design value after analysis, and the cooling effect is poor. Therefore, restore the length of the punch cooling water pipe (15mm from the inner wall of the punch) and include it in the daily inspection; then reduce the amount of lubricating oil to 3.5mL. Adjust the filling position and supply mode of lubricating oil, and change the lubricating oil filling at the bottom of the original barrel to filling at the top of the punch. The lubricating oil flows downstream to the entire punch surface through inertia, and the lubrication area is enlarged to facilitate combustion. Although the drip lubrication on the top of the punch has a good effect, the diffusion is not good; the lubrication area is not enough, and the combustion is incomplete. The spray can form an atomized oil film on the surface of the punch, with a large diffusion area, which is more conducive to combustion and has a better lubrication effect. After the improvement, the pouring gate section is much cleaner than the original one; the slag inclusion is reduced by nearly 90%, and there is no stop of the material cake.
4. Measures to solve hard layer slag inclusions
Adjusting injection delay
After Al liquid is injected into the barrel, a chilled layer will be formed on the contact surface. The longer the contact time is, the more chilled layer will be produced. Therefore, shortening the injection delay, that is, shortening the contact time between the Al liquid and low-temperature barrel is an effective method to reduce the chilled layer. The specific operation is to adjust the injection delay from the original 2.5s to 0.5s.
Adjusting the standby time of the spoon
The on-site investigation found that there are differences in casting CT due to the different proficiency of the operators. If completely unified process parameters are used, details will be missed. For example, the standby time of the spoon is set to be 20 seconds. For unskilled workers, the spoon will wait more than 6 seconds above the barrel after the completion of the mold closing, because they are slow. According to the proficiency of the operator, flexibly adjust the return time of the spoon, and the waiting time of the spoon above the barrel is controlled within 1 second. In addition, returning the spoon to the standby time is included in the daily inspection to ensure on-site execution.
Applications of filter spoons
The traditional spoon inevitably scoops some oxide layer when scooping. The filter spoon can effectively prevent the oxides from being scooped when the Al liquid is scooped, and the purity of the Al liquid is greatly improved.
There are three problems with the existing lubricating oil supply method:
- Lubricating oil dripping at the bottom of the barrel is easily wrapped by the poured Al liquid to form scums.
- Lubricating oil gathers together and cannot be burnt completely in a short time, which is easy to be wrapped by Al liquid.
- The lubrication effect of the top of the punch is not good, which is easy to cause uneven wear. In addition, the amount of punch oil is also too much.
Standardizing deslagging and degassing requirements of the Al liquid
The old and new furnace charge, slag remover, degassing agent and melting tools must be dried; the melting temperature should be controlled below 750℃ to prevent the Al liquid from dissolving too much hydrogen; the Al liquid should be rotated and degassed and deslag treatment should be performed twice in the transfer bag before the Al liquid is transferred. Stand the Al liquid for more than 2 hours before it is subjected to a second degassing treatment. This improves the purity of the Al liquid and reduces the hard layer of the Al liquid hard layer.
Preventive measures for oxidized slag inclusions are as follows:
1. The furnace charge should be sandblasted, and the amount of furnace charge used should be appropriately reduced.
2. Improve the design of the gating system to increase its slag blocking ability.
3. Use proper flux to remove slags.
4. The pouring should be stable and pay attention to slag blocking.
5. After refining, the alloy liquid should stand for some time before pouring.
6. Control the proportion of smelting.
7. Refine the alloy liquid for deslagging and degassing.
8. Clean the mold cavity; reduce the heat preservation temperature and reduce the heat preservation time.
9. The furnace should be cleaned up regularly to remove the "silt" deposited at the bottom, that is, oxide impurities with a large proportion.
10. Control the material's temperature. The temperature of smelting and pouring materials is too low, and it is easy to precipitate primary silicon and form hard spots.
11. Adopt the inclined pouring system to make the liquid flow stable without secondary oxidation.
12. The designed pouring system must have stable flow, buffering and slag skimming capabilities.
In the smelting process, the formation of "primary oxidized slag inclusions" in the non-ferrous alloy liquid is effectively controlled. In the process design of the die casting part, the gating system is optimized to prevent the forming of secondary oxidized slag inclusions when the alloy liquid is poured into the mold cavity.
The old and new furnace charge, slag remover, degassing agent and melting tools must be dried; the melting temperature should be controlled below 750℃ to prevent the Al liquid from dissolving too much hydrogen; the Al liquid should be rotated and degassed and deslag treatment should be performed twice in the transfer bag before the Al liquid is transferred. Stand the Al liquid for more than 2 hours before it is subjected to a second degassing treatment. This improves the purity of the Al liquid and reduces the hard layer of the Al liquid hard layer.
Preventive measures for oxidized slag inclusions are as follows:
1. The furnace charge should be sandblasted, and the amount of furnace charge used should be appropriately reduced.
2. Improve the design of the gating system to increase its slag blocking ability.
3. Use proper flux to remove slags.
4. The pouring should be stable and pay attention to slag blocking.
5. After refining, the alloy liquid should stand for some time before pouring.
6. Control the proportion of smelting.
7. Refine the alloy liquid for deslagging and degassing.
8. Clean the mold cavity; reduce the heat preservation temperature and reduce the heat preservation time.
9. The furnace should be cleaned up regularly to remove the "silt" deposited at the bottom, that is, oxide impurities with a large proportion.
10. Control the material's temperature. The temperature of smelting and pouring materials is too low, and it is easy to precipitate primary silicon and form hard spots.
11. Adopt the inclined pouring system to make the liquid flow stable without secondary oxidation.
12. The designed pouring system must have stable flow, buffering and slag skimming capabilities.
In the smelting process, the formation of "primary oxidized slag inclusions" in the non-ferrous alloy liquid is effectively controlled. In the process design of the die casting part, the gating system is optimized to prevent the forming of secondary oxidized slag inclusions when the alloy liquid is poured into the mold cavity.

Related News
- Impact of Heat Treatment on Mechanical Properties and Thermal Conductivity of ZL102 Alloy
- Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
- Enhancing the Mechanical Properties of ADC12 Aluminum Alloy via T6 Heat Treatment
- Die-Casting Process Design of Valve Bodies for Automobile Oil Cylinder Parts
- Temperature Field Simulation & Optimization of Automotive Housing Die Castings
- Research Status of High-Impact Aluminum Alloys Domestically and Internationally
- Die-cast Aluminum Castings for High-speed Rail Rocker Arm Shells
- Aluminum Alloys for Automobile Body Panels
- Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
- Advantages of Aluminum Alloys in Lightweight Automobiles
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com