The Cooling Mechanism of Aluminum Alloy ADC12 Die-cast Parts
Abstract: After the aluminum alloy die casting part is taken from the die casting mold, the cooling effect and residual heat of the casting are studied under different cooling water temperatures. The optimal cooling water temperature is sought to control the casting temperature within the optimal range, so that the best quality can be obtained.
1. Introduction
Die casting is a precision casting method that uses high pressure to force a metal solution into a metal mold with complex shapes. The die casting has small dimensional tolerances and high surface accuracy. At present, the die casting manufacturing processes of many enterprises are that after the mold is opened, the die casting parts are taken and immersed in a cooling water tank for a few seconds; then the water droplets on the surface are dried with compressed air. It is sent to the punch, and shot blasting is performed finally. In the cooling process, the cooling temperature and time of the die casting in the water tank are only set by the operator based on experience, which cannot effectively control the water vapor on the surface of the die casting, resulting in poor surface quality of the product and requiring manual grinding.
2. Experimental studies
The cooling effect of the die casting in the water tank is determined by the cooling water temperature, the size of the die casting and cooling water tank, the shape of the die casting, the die casting rate, and the temperature of the casting when the mold is opened. This experiment was carried out in the die casting workshop to study the effect of different cooling water temperatures on the temperature of aluminum alloy die castings under a fixed cooling time.
Table 1 Physical properties of ADC12 aluminum alloys
1. Introduction
Die casting is a precision casting method that uses high pressure to force a metal solution into a metal mold with complex shapes. The die casting has small dimensional tolerances and high surface accuracy. At present, the die casting manufacturing processes of many enterprises are that after the mold is opened, the die casting parts are taken and immersed in a cooling water tank for a few seconds; then the water droplets on the surface are dried with compressed air. It is sent to the punch, and shot blasting is performed finally. In the cooling process, the cooling temperature and time of the die casting in the water tank are only set by the operator based on experience, which cannot effectively control the water vapor on the surface of the die casting, resulting in poor surface quality of the product and requiring manual grinding.
2. Experimental studies
The cooling effect of the die casting in the water tank is determined by the cooling water temperature, the size of the die casting and cooling water tank, the shape of the die casting, the die casting rate, and the temperature of the casting when the mold is opened. This experiment was carried out in the die casting workshop to study the effect of different cooling water temperatures on the temperature of aluminum alloy die castings under a fixed cooling time.
Table 1 Physical properties of ADC12 aluminum alloys
| Alloys | Thermal expansion coefficient /℃ (20 to 200) ℃ | Liquidus (℃) | Solidus (℃) | K |
| ADC12 | 21.0 x 10-6 | 580 | 520 | 10.5x10-3 |
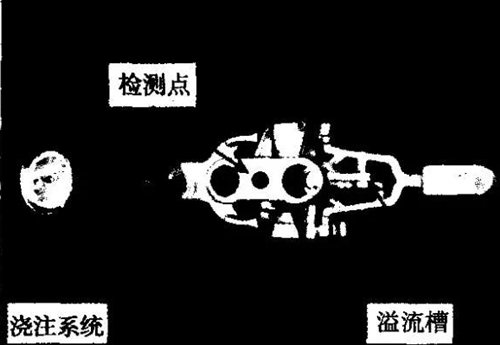
Figure 1 Die castings and detecting points
Test conditions: The die casting part is shown in Figure 1, and it is made from ADC12 aluminum alloys; its physical properties are shown in Table 1. The die casting machine used is a cold die casting machine with a diameter of 70 mm from Japan. The temperature measurement CENTER 302 K digital thermometer is adopted with a measuring range of -200 to 1370°C. The digital temperature controlled cooling water tank is adopted (automatic control of water levels and automatic control of temperatures). The manufacturing processes of the aluminum alloy die casting in the test are: opening the mold and taking the die casting part out → cooling in the water tank for 4 seconds → air standing for 12 seconds to remove the residual heat of the die casting → waste cutting → spraying. In order to study the change of surface temperature of die castings under different water temperatures, the water temperatures of the water tank were set to 45°C, 55°C, 65°C, 75°C, and 80°C to measure the surface temperature of die castings. Take the highest temperature of castings in the air when the mold is opened or after the castings are cooled in the water tank. The die castings are measured and recorded at four temperature points before cutting, as shown in Table 2.
Table 2 The measured values of the surface temperature of the die casting under different cooling
| Cooling water temperatures (℃) | Temperatures at opened molds (℃) | Temperatures after cooling of water tanks (℃) | The highest temperatures standing in the air (℃) | Temperatures during cutting (℃) | Residual heat |
| 45 | 295 | 96 | 99 | 72 | Good |
| 55 | 292 | 98 | 104 | 94 | Good |
| 65 | 305 | 107 | 141 | 112 | Yes |
| 75 | 289 | 151 | 186 | 156 | Yes |
| 80 | 303 | 153 | 221 | 165 | Serious |
The test data was processed by Excel 2007, and the curve diagram of the inspection indicators and test parameters was obtained, as shown in Figure 2.
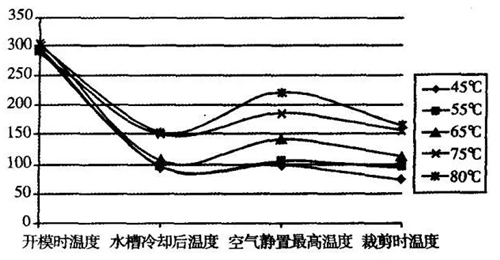
Figure 2 The curve diagram of experimental data
3. Summary
( 1 ) Lowering the water temperature can reduce the cooling time of the die casting, and the cooling effect of the die casting is the best when the water temperature of the water tank is 55℃.
( 2 ) This research is only for the design of a single cavity, and the multi cavity is only suitable for one side casting; the impact on the other side needs further study.

Related News
- Impact of Heat Treatment on Mechanical Properties and Thermal Conductivity of ZL102 Alloy
- Impact of T6 Heat Treatment on ADC12 Aluminum Alloy Properties
- Enhancing the Mechanical Properties of ADC12 Aluminum Alloy via T6 Heat Treatment
- Die-Casting Process Design of Valve Bodies for Automobile Oil Cylinder Parts
- Temperature Field Simulation & Optimization of Automotive Housing Die Castings
- Research Status of High-Impact Aluminum Alloys Domestically and Internationally
- Die-cast Aluminum Castings for High-speed Rail Rocker Arm Shells
- Aluminum Alloys for Automobile Body Panels
- Analysis and Measures of Internal Shrinkage Cavities in Aluminum Die Castings
- Advantages of Aluminum Alloys in Lightweight Automobiles
News
Contact
Latest News

Technical Articles

Useful Links
Copyright © 2014-2025 China Topper Die Casting Company Limited. All Rights Reserved. Privacy Policy | Terms of Service | Sitemap
Links: Linear Robot Arm for Die Casting Machine, Die Casting, China Manufacturers.
Website Design & Support: jeawin.com